解決熱軋開平板生產過程出現缺陷的方法
根據鋼板原料情況,分批調整位置,確保產品質量穩定;卷板中部穩定,開平板數量多,生產工藝和產品質量穩定,性能穩定。但是卷板的頭部和尾部與中部有很大的不同,卷板中部的工藝參數已不適合卷頭和卷尾的生產。而且卷頭經常出現彎月牙和邊部缺陷,因此將卷頭卷尾開平板集中按一個批次組織生產更有益。
提高成板率:根據卷板重量和卷板實際平均米重,準確計算出每塊卷板在切割前的總長度,再根據總長度確定開平板的數量和長度。采用該方法可使板料成形率提高2%左右。
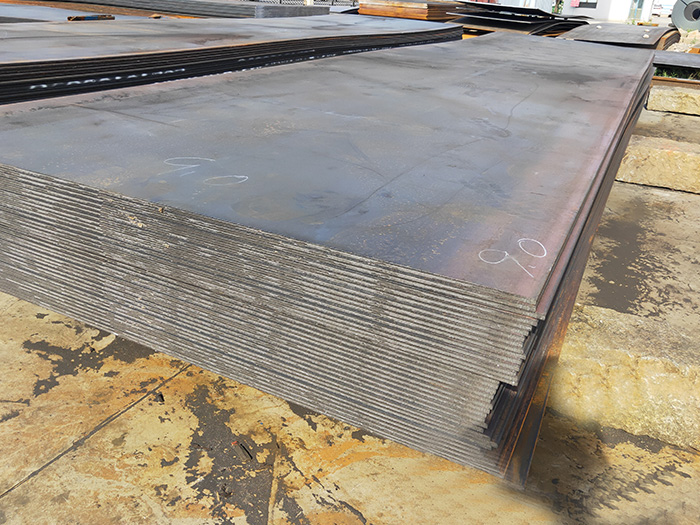
控制熱軋開平板邊緣缺陷:卷板開平板時,要加強對開平、上料檢驗和成品檢驗三道工序的把控。開平時,應及時清理板表面的鐵銹和雜物,加強表面質量檢查和記錄;倒運開平板時,應輕拿輕放,減少碰撞;加強鋼板表面質量的土壤檢驗程序,將鋼板邊緣缺陷納入專項檢驗范圍,將鋼板邊緣有缺陷的鋼板納入專項檢驗范圍。合格后,可在線投入生產。




泰安市三利金屬有限公司
TAI'AN SANLI METAL CO., LTD
銷售經理: 于 兵 15253803999 0538-8107027
銷售經理: 高經理 136-8538-6449
銷售經理: 王榮瀟 15610320577 0538-8151699
銷售經理: 周 菲 17864855577 0538-8151099